파워 사이클링은 전력 반도체 모듈의 수명을 특성화하는 중요한 방법이다. 애플리케이션 엔지니어는 제조업체가 발표한 수명 곡선(lifetime curves)을 사용하여 자신의 시스템 설계가 신뢰성 요건을 충족하는지 검증한다. 반복된 온도 변동 하에서의 모듈 수명을 위한 중요한 조건은 테스트 도중 적용되는 제어 전략이다. 시작 조건은 동일하되 제어 전략은 다르게 하여 파워 사이클링 테스트를 수행했고, 모든 테스트 매개변수의 최종적인 제어를 지원하는 특별히 조립된 테스트 디바이스를 대상으로 했다. 테스트 결과, 상이한 전략에 따라 수명 결과가 3배 정도의 차이를 보이는 것으로 나타났다.

초창기 파워 사이클링 테스트에는 온도 변동이 테스트 결과에 관련된 유일한 매개변수로 간주되었다. 1990년대 중반 LESIT 프로젝트[1] 중 실시된 매우 포괄적인 연구에서 온도 변동의 중간 온도가 고장까지의 사이클의 수에 상당한 영향을 준다는 것을 밝혀냈다.
최근 발표[2]는 이 결과를 재확인하고, 테스트 결과에 영향을 주는 매개변수의 목록에 추가 요인 4개를 덧붙였다. 즉, 부하 임펄스의 온 상태(On-state) 시간, 본드 와이어 직경, 본드 접촉부 내 전류 밀도, 심지어 최신 IGBT 디자인의 차단 전압에 따른 칩 두께의 변화를 반영하는 칩 차단 정격(Blocking Rating)이 이에 해당한다.
지금까지의 논의는 파워 사이클링 테스트에 관련된 시작 매개변수 세트에 대해서만 다루었다. 고장까지의 주기 수는 일반적으로 이 초기 매개변수 세트와 관련이 있다. 단, 파워 사이클링 테스트 실험에서 이러한 초기 매개변수는 테스트 전체에 걸쳐 일정하지 않다. 품질 저하 효과가 이러한 매개변수의 변화를 초래하며, 파워 사이클링 테스트의 중요한 요소는 테스트 중 매개변수 변화에 대해 대응하는 전략 등의 제어 전략이다.
PC 테스트에서의 제어 전략
파워 사이클링 테스트는 매우 가속화된 테스트 조건 하에서 파워 모듈에 적용된 스트레스를 시뮬레이션하므로, 마모 및 품질 저하 효과를 반드시 예상해야 한다.
납땜의 노후 현상은 디바이스의 열저항을 증가시키고, 그에 따라 일정한 테스트 조건 하에서 접합 온도를 높인다. 현대 IGBT 디바이스의 양(+)의 온도계수는 결과적으로 손실 증가를 초래하고, 이는 다시 디바이스 온도를 높이게 된다. 이러한 양(+)의 피드백 루프는 고장까지의 과정을 상당히 가속화할 수 있다.
와이어 본드 인터커넥션에 가해진 역학/열 스트레스는 접촉부의 저항을 증가시키고, 디바이스 내 전류 분포를 변경시킬 수 있다(그림 1).
개별 와이어 본드의 전체 고장을 초래할 수 있는 이 품질 저하 과정은 순간 계단식 증가에 의해 순전압 강하 모니터링을 통해 감지될 수 있다. 따라서 제어 전략은 파워 사이클링 테스트에서 매우 중요한 기능이다. 네 가지 서로 다른 제어전략을 연구 실험에서 비교할 것이다.
1) ton 및 toff = 일정
일정한 타이밍 전략은 고정된 시간 간격으로 부하 전류를 켜짐/꺼짐 상태로 바꾼다. 모듈의 품질 저하는 제어 전략에 의한 보상효과 없이 결과적인 온도 변동에 즉각적으로 영향을 줄 것이다. 이것이 가장 가혹한 테스트 전략이다.
2) △Tc = 일정
이 제어 방법은 기준 열전대를 사용하여 고정된 케이스 온도에 따라 부하 전류를 끄거나 켠다. 켜짐 시간(On-time) 및 꺼짐 시간(Off-time)은 고정되지 않지만, 디바이스 가열/냉각을 위한 시간 상수에 의해 결정된다. 냉각액 온도의 변화가 가열/냉각 시간 조정에 의해 보상될 것이므로 이 테스트 방법이 선호된다. 단, 모듈의 케이스와 방열장치 표면 사이의 열 인터페이스에서 일어날 수 있는 품질 저하도 이 제어 전략이 보상할 것이다. 따라서, 이 방법은 일정한 타이밍 전략에 비해 덜 가혹하다.
3) Pv = 일정
세 번째 제어 방법은 전력 손실이 일정하게 유지된다는 추가 요건과 함께 일정한 ton 및 toff 시간에 기반을 둔다. 게이트 전압을 제어하면 이 요건을 만족시킬 수 있다. 게이트 전압을 강화함으로써 품질 저하에 의한 순전압 강하의 증가가 보상될 수 있게 하기 위하여 테스트 시작 시, 게이트 전압을 감소시킨다.
이 제어 전략은 위에 설명된 양(+)의 피드백 루프에 의한 가속효과를 크게 줄이므로 파워 모듈에 대해 훨씬 덜 가혹한 방법이다.
4) △Tj = 일정
전혀 보상이 없는 가장 가혹한 테스트에 비해, 접합 온도 변동의 제어는 모든 품질 저하를 완전히 보상한다. 이러한 결과는 부하 전류를 조정하거나 타이밍을 제어하거나, 게이트 전압을 조절함으로써 가능하다.
실험용 PC 테스트 장비
실리콘 젤이 없는 오픈 하우징의 단일 칩을 파워 사이클링하기 위해 실험용 테스트 장비를 구성했다. 칩 온도는 고온계에 의해 직접 모니터링할 수 있다(점 크기 2.5 mm).
모듈은 기판 온도를 측정하기 위해 열전대가 부착된 18 ℃ 액상냉각 구리 방열장치 위에 장착된다. 테스트 장비는 Linux PC로 제어한다. 이 장비는 게이트 전압 VG, 콜렉터-이미터(collector emitter) 전압, VCE, 콜렉터 전류 IC, 66.7 ms의 속도인 샘플의 고온계 온도 Ti와 케이스 온도 TC를 기록한다.
게이트 전압은 디지털 아날로그 콜렉터를 통해 소프트웨어로 1초에 15번 조정 가능하며, 그에 따라 파워 사이클 도중 게이트 전압을 제어할 수 있다. 게이트 전압 오버슈트(overshoot)를 제거하는 저역 통과 필터가 있는 피드 포워드 제어(feed forward control)로 원하는 값이 계산된다.
부하 전류를 공급하기 위해 조정 가능하고 빠른 스위칭 일정 전류(constant current) 공급 장치(250 A/12 V)를 사용한다.
장비가 사각 전류 펄스에 제한되지 않고, 자유롭게 정의된 전류 파형과 심지어 고객의 특정 온도 프로필도 실행할 수 있도록 소프트웨어가 이 전류 공급 장치를 제어한다.
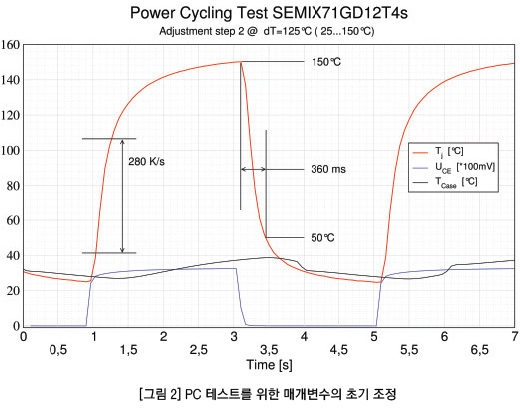
모든 테스트 매개변수는 동일한 시작 조건이 유지되도록 반드시 주의해서 조정해야 한다. 개별 테스트 샘플은 각각 조금 다른 열저항 Rth(j-c) 및 VCE 값을 보유하므로, 이 값들을 가능한 한 가깝게 조정하기 위해 게이트 전압 VGE 제어를 적용한다(그림 2).
안정화가 지속되고 나면 열저항 Rth(j-c)의 측정과 함께 자동화된 절차가 시작된다. 그 다음, 차기 파워 사이클 100주기 동안의 모든 다른 매개변수를 통계적으로 평가했다. 이 결과를 기초로, 온도 중간값 Tm = 87.5 ℃에서 온도 변동 △Tj = 125 ℃가 되도록 초기 매개변수를 조정했다. 일정한 DC 전류는 Infineon 4세대 IGBT(9.1 × 7.7 mm2)와의 모든 테스트에 대해 Ic = 85 A로 고정됐다.
실험 결과
초기 조정 절차 후, 앞에서 설명한 네 가지 제어 전략을 네 가지의 서로 다른 테스트 샘플에 적용했다. 파워 사이클의 31,000 주기는 품질 저하 효과가 이미 초기 상태의 변화를 유발한 때이며, 이 주기 후의 상황에 대한 매개변수 변화의 차이를 제시한다.
1) ton 및 toff = 일정
타이밍 일정 제어 전략은 테스트 중 온도 변동의 증가를 초래한다. 31,000 주기가 지나자, 수명 종료 시점에 거의 도달했고, 최대 접합 온도가 240 ℃를 훨씬 초과했다. 손실된 전력은 초기 값으로부터 23% 증가했다(그림 3).

2) △Tc = 일정
이 제어 전략은 최대/최소 케이스
온도 한도를 일정하게 유지하고, ton 및 toff 시간을 그에 따라 조정한다. 이러한 한도는 초기 조정 절차에서 27.10 ℃ 및 33.77 ℃로 선택됐다. 전력 손실은 품질 저하로 인해 8.9% 증가했다. 총 사이클 시간(ton + toff)은 6.9% 감소했으며, 최대 접합 온도는 31,000 주기 후 175 ℃를 약간 초과했다(그림 4).

3) Pv = 일정
일정한 전력 손실의 추가 요건과 함께 일정한 타이밍의 세 번째 제어 방법은 초기 시작 조건으로부터 매우 작은 편차만을 보여준다.
최대 접합 온도는 31,000 주기 후 온도 변동에서 3% 증가에 상응하는 155 ℃까지만 도달한다. 그림 5에서 게이트 전압의 제어를 명확하게 확인할 수 있으며, 켜짐 직후 낮은 값에서 시작한 다음, 각 주기에서 온도가 올라감에 따라 증가한다.
게이트 전압의 제어는 각 주기 중 거의 사각형의 전력 손실 프로필을 초래한다. 초기 단계에서는 각 주기 끝에서의 최대 게이트 전압을 12.06 V로 조정했고, 31,000 주기 후 12.5 V로 높여 주었다. 이러한 증가는 계속 이어져서 수명 종료 시점에는 14.53 V에 도달했다.

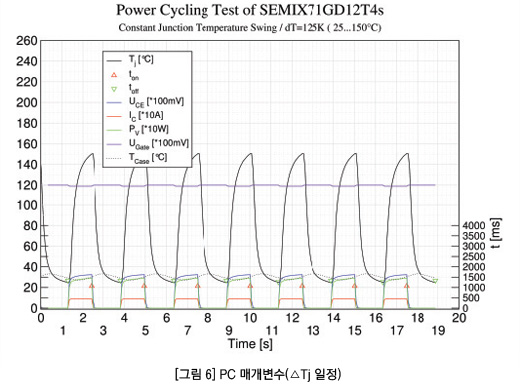
4) △Tj = 일정
끝으로, 접합 온도 변동을 일정하게 유지하는 제어 전략은 31,000 주기 후 온도 변동에 어떠한 변화도 나타내지 않는다(그림 6). 단, 켜짐 시간(on-time)의 감소는 초기 조정 값의 42%로 상당히 크며, 심한 품질 저하 효과가 보상되는 것을 보여준다. 이러한 지속적인 보상으로 인해 수명이 극적으로 증가할 수 있다. 이 테스트의 마지막 단계에서, ton은 심지어 초기 값의 11.8%로 감소될 것이다.
수명 종료 시점 결과
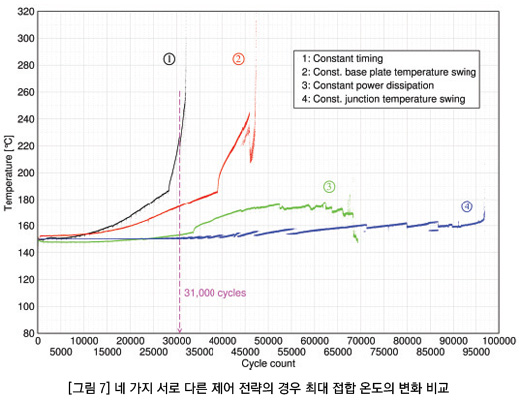
그림 7은 네 가지 제어 전략 모두에 대해 파워 사이클링 테스트 중 주기 수 대비 최대 접합 온도의 변화를 비교하여 보여준다. 곡선은 또한 고장까지의 주기 수를 표시한다.
일정한 타이밍의 경우, 접합 온도가 360 ℃에 접근하고 이미터(emitter) 금속 피복이 녹아서 고장 난 때인 32,073 주기 후 수명 종료 시점에 도달했다.
일정한 기판 온도 변동의 경우, 최대 접합 온도가 340 ℃를 초과한 47,485 주기 후 최종 고장이 관찰됐다. 그리고 또 다시 이미터(emitter) 금속 피복이 고장났다.
세 번째(일정한 전력 손실)의 경우, 수명은 69,423 주기로 결정됐다. 이 때, 최대 접합 온도는 결코 178 ℃를 넘지 않았고, 고장은 모든 와이어 본드가 위로 들려서 유발된 것으로, 이미터 금속 피복이 온전하게 남아있었다.
끝으로, 일정한 접합 온도의 변동은 97,171 주기의 수명을 기록했다. 제어 루프가 수명 종료 시점에 거의 도달할 때까지 최대 접합 온도를 160 ℃ 아래의 값으로 효과적으로 제한한다. 그 다음, 켜짐 시간이 제어 간격에 접근할 때 온도 제어 절차가 작동하지 못하게 된다. 최종 고장 직전, 켜짐 시간의 최솟값은 ton = 0.42초였다.

신뢰성 추정
위에서 본 것과 같이 수명은 선택한 제어 전략에 따라 크게 좌우된다[3]. 따라서, 올바른 전략에 대한 정답은 실제적인 사용을 고려해야 한다는 것이다. 이러한 애플리케이션 관점에서, 처음 두 제어 전략만이 실제 애플리케이션에서의 신뢰성 추정과 관련된다. 이때, 일정한 기판 온도 변동의 제어(△T = 일정) 방법이 선호된다. 이 방법은 냉각 조건 변화에 영향을 받지 않으며, 방열 장치로의 열 그리스 인터페이스(Thermal Grease Interface)에서의 품질 저하 효과도 제거한다.
마지막 두 가지 전략은 노화 효과를 보상하기 위해 수명 중 스트레스를 감소시키기 때문에 현장 수명 추정에 적합하지 않다. 애플리케이션 엔지니어가 각자의 애플리케이션에서 모듈의 수명을 추정하기 위해 파워 사이클링 커브를 이용하는 경우, 애플리케이션 엔지니어는 제조업체와 협의해야 한다. 그 이유는 무엇인가? 바로 응용된 제어 전략에 대한 정보와 과대 포장되지 않은 수명 곡선을 얻기 위해서이다.
<저작권자(c)스마트앤컴퍼니. 무단전재-재배포금지>